Power Quality in Pharmaceutical Manufacturing has become a critical factor for ensuring reliable production, regulatory compliance, and operational efficiency. Modern pharmaceutical facilities rely on automation systems, VFDs, laboratory instruments, cleanroom controls, and packaging equipment that demand stable, high-quality electrical power for uninterrupted operation. The importance of maintaining optimal Power Quality in Pharmaceutical Manufacturing cannot be overstated.
However, many pharmaceutical facilities overlook a critical factor that directly affects production reliability and product quality: Power Quality in Pharmaceutical Manufacturing. Maintaining high standards of Power Quality in Pharmaceutical Manufacturing protects sensitive equipment and ensures the integrity of the production process.
Modern pharmaceutical plants depend heavily on automated equipment, Variable Frequency Drives (VFDs), HVAC systems, laboratory instruments, cleanroom controls, packaging machines, and process automation systems. While these technologies improve productivity, they also introduce electrical challenges such as harmonics, reactive power issues, voltage fluctuations, and poor power factor. Addressing Power Quality in Pharmaceutical Manufacturing challenges is crucial for operational success.
Even a minor power disturbance can impact sensitive equipment, interrupt production, and increase operating costs. Therefore, understanding Power Quality in Pharmaceutical Manufacturing is vital.
Why Power Quality Matters in Pharmaceutical Manufacturing
Imagine producing life-saving medicines while your electrical system experiences voltage distortion, harmonic interference, or unstable power factor. The importance of Power Quality in Pharmaceutical Manufacturing cannot be overstated.
In pharmaceutical manufacturing, product quality begins long before the production line—it begins with the quality of power feeding the facility. The implications of Power Quality in Pharmaceutical Manufacturing extend far beyond the production floor.
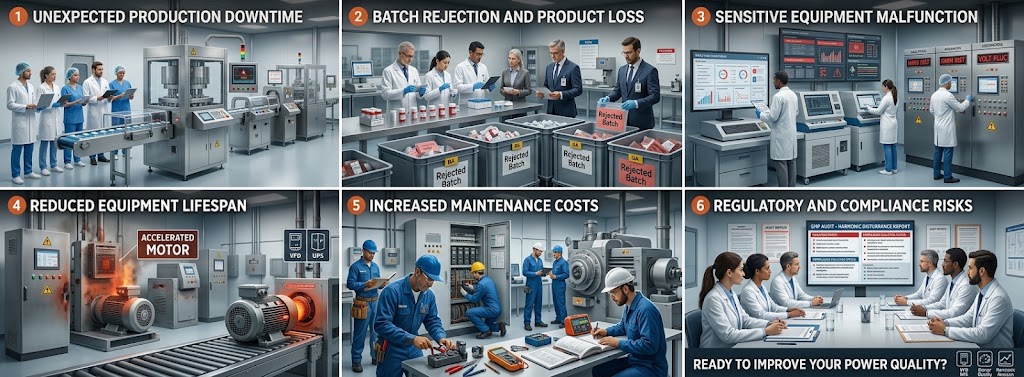
Poor power quality can lead to:
- Higher electricity bills
- Equipment overheating
- Process interruptions
- Production downtime
- Reduced equipment lifespan
- Power factor penalties
- Increased maintenance costs
- Quality control issues
- Regulatory compliance risks
A single unexpected shutdown can result in significant financial losses, wasted materials, delayed deliveries, and reduced customer confidence. Therefore, focusing on Power Quality in Pharmaceutical Manufacturing is imperative.
Common Power Quality Challenges in Pharmaceutical Plants
Harmonic Distortion
Modern pharmaceutical facilities utilize numerous non-linear loads such as VFDs, UPS systems, and automation equipment. These devices generate harmonics that distort electrical waveforms and reduce overall system efficiency. Industry best practices for harmonic control are guided by the IEEE 519 standard, emphasizing the importance of Power Quality in Pharmaceutical Manufacturing.
Consequences include:
-
Transformer overheating
-
Excessive cable losses
-
Nuisance breaker tripping
-
Reduced motor performance
-
Increased maintenance requirements
Poor Power Factor
Reactive power demand from motors, pumps, compressors, and HVAC systems can lower power factor. The impact of poor power factor on Power Quality in Pharmaceutical Manufacturing can be significant.
Consequences include:
Voltage Instability
Sensitive laboratory instruments and automated production equipment require stable voltage levels for accurate operation. The role of Power Quality in Pharmaceutical Manufacturing extends to voltage stability.
Voltage fluctuations may result in:
Smart Solution: Active Harmonic Filters (AHF)
As pharmaceutical facilities become increasingly automated, traditional power quality solutions often struggle to keep pace with changing electrical conditions. Integrating AHF systems enhances Power Quality in Pharmaceutical Manufacturing.
Active Harmonic Filters (AHF) provide real-time harmonic mitigation by continuously monitoring the electrical network and injecting compensating currents to eliminate harmonic distortion.
Benefits of AHF
-
Real-time harmonic mitigation
-
Reduced transformer heating
-
Lower cable losses
-
Improved equipment reliability
-
Compliance with IEEE 519 recommendations
-
Better overall power quality
By reducing harmonic distortion, AHFs help pharmaceutical facilities maintain stable operations and protect critical equipment. This is a crucial aspect of Power Quality in Pharmaceutical Manufacturing.
Smart Solution: Static VAR Generators (SVG)
While AHFs address harmonic distortion, Static VAR Generators (SVG) focus on reactive power compensation and power factor correction. Enhancing Power Quality in Pharmaceutical Manufacturing is a joint effort between AHF and SVG systems.
Unlike traditional capacitor banks, SVGs respond dynamically to changing load conditions and provide continuous reactive power compensation.
Benefits of SVG
-
Near-unity power factor
-
Reduced utility penalties
-
Improved voltage stability
-
Lower energy losses
-
Fast response time
-
Increased system efficiency
SVG technology is particularly valuable in pharmaceutical facilities where loads frequently vary throughout production cycles, making Power Quality in Pharmaceutical Manufacturing a top priority.
Why AHF and SVG Work Better Together
For maximum performance, many pharmaceutical manufacturers deploy both Active Harmonic Filters and Static VAR Generators. The synergy between AHF and SVG significantly enhances Power Quality in Pharmaceutical Manufacturing.
Together they provide:
- Harmonic mitigation
- Dynamic reactive power compensation
- Improved voltage stability
- Reduced operating costs
- Enhanced equipment life
- Better production reliability
This combined approach creates a cleaner, more efficient electrical network capable of supporting modern pharmaceutical operations. Hence, Power Quality in Pharmaceutical Manufacturing is essential for success.

“In pharmaceutical manufacturing, product quality begins long before the production line-it begins with the quality of power feeding the facility.”
Why Choose InPhase Power Technologies?
In today’s highly automated pharmaceutical environment, maintaining power quality is no longer optional—it is essential for operational excellence. Focusing on Power Quality in Pharmaceutical Manufacturing is key.
InPhase Power Technologies specializes in advanced power quality solutions designed specifically for modern industrial applications, ensuring Power Quality in Pharmaceutical Manufacturing is prioritized.
InPhase Active Harmonic Filters
The InPhase ASTRA and MicroBHEEM AHF series provide:
- Harmonic mitigation up to the 61st order
- Advanced 3-Level IGBT Technology
- Up to 98% efficiency
- Scalable modular architecture
- Real-time response performance

InPhase SVG Solutions
InPhase SVG systems provide:
- Dynamic reactive power compensation
- Near-unity power factor
- Ultra-fast response time
- Continuous operation
- Intelligent DSP-based control

These solutions help pharmaceutical facilities improve reliability, reduce costs, and maintain compliance with industry standards. Therefore, Power Quality in Pharmaceutical Manufacturing is critical to long-term success.
Power Quality in Pharmaceutical Manufacturing directly influences product quality, equipment performance, energy efficiency, and operational reliability.
As pharmaceutical plants continue to embrace automation and digital transformation, technologies such as Active Harmonic Filters (AHF) and Static VAR Generators (SVG) are becoming essential components of modern electrical infrastructure. Prioritizing Power Quality in Pharmaceutical Manufacturing will yield significant benefits.
By investing in advanced power quality solutions from InPhase Power Technologies, pharmaceutical manufacturers can reduce downtime, improve efficiency, protect critical equipment, and ensure uninterrupted production for years to come. The focus on Power Quality in Pharmaceutical Manufacturing is the foundation for success.
